
Blocked Air IoT Sensor
Blocked Air IoT Sensor
Increases Case Efficiency
Return Air Block Alarm
Optimize Performance
With HusSMART®, airflow is monitored to ensure optimal air return will automatically generate an alert notification.
Benefits
Increases Case Efficiency

Reduces adverse air flow deflection from blockages that could potentially impact case performance and energy efficiency and increases energy consumption.
How Does it Work?
Increases Case Efficiency
This IoT detects products and object blocking the airflow at air return grill. This works using an infrared light from each end of the case to check if there are any obstacle withing the air inlet and notifies accordingly. These live results can be viewed and tracked through our CaseConnect® Portal.
Our Sensor Range
1. Doors IoT
Saving you Energy & Costs
- Door Open Alarm
- Plannogram Success Measure
2. Night Blind IoT
Saving you 14% of Energy Costs
- NB Open Alarm
- Fan Motor Energy Reductions
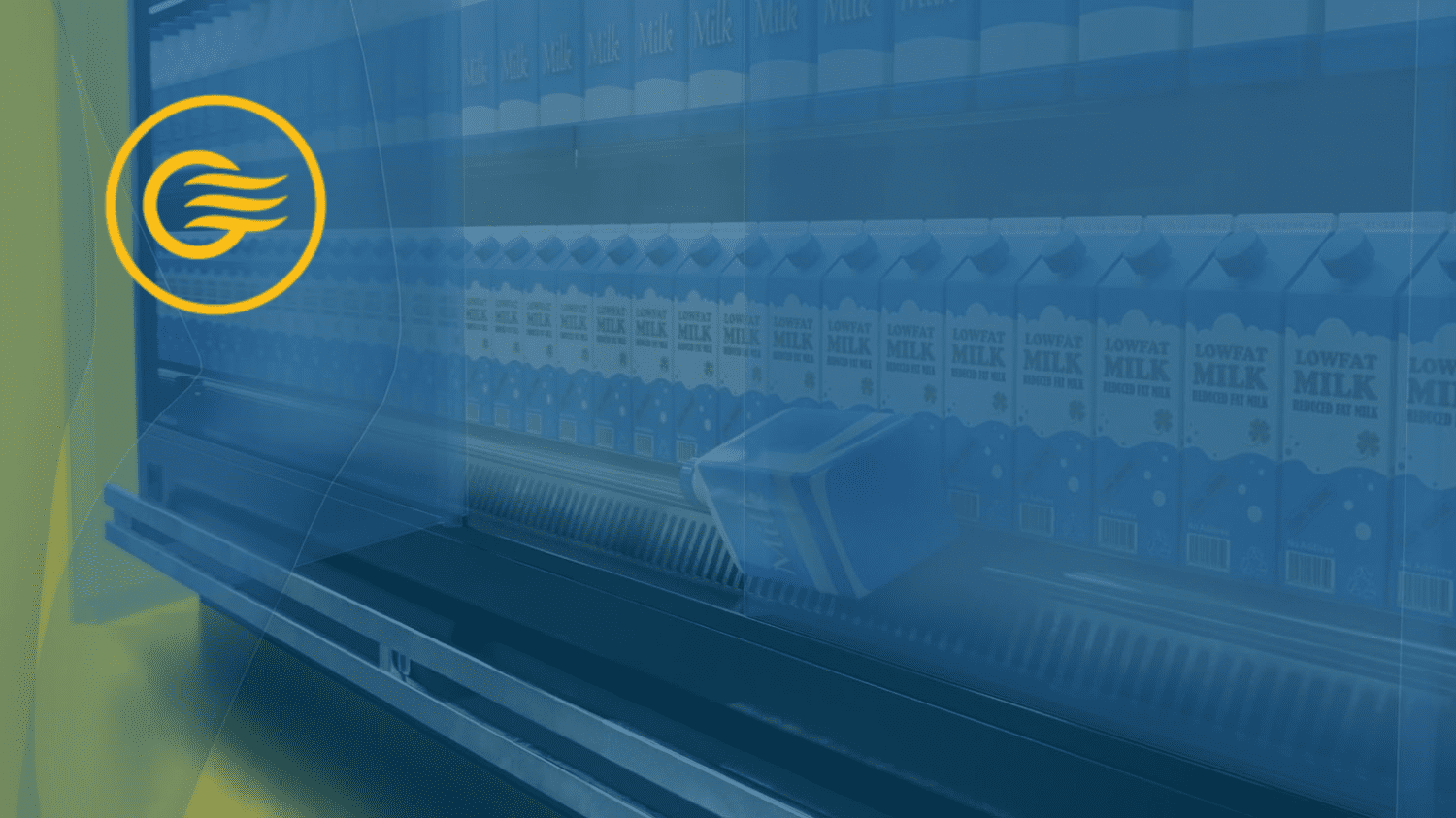
3. Blocked Air IoT
Increases Case Efficiency
- Return Air Block Alarm
- Optimise Performance
4. Blocked Drain IoT
Avoids Asset Downtime
- Automatic Drain Blockage Detection
- Avoids poor Hygiene & Customer Impact
5. Motor Service IoT
Focused Maintenance & Running
- Maximise Equipment Uptime
- Avoid Unsafe Product Temp
6. Demand Defrost IoT
Energy Savings and No Adjustments for Seasonality/Demand
- Avoids unnecessary defrosts
- Automatic Ice Detection

7. Product Temperature IoT
Saving you Energy & Costs
- Monitor Case Temp in Real Time
- Prevent Product Wastage

8. People Counter IoT
Customer Metrics
- Insights of High Flow Areas
- Plannogram Success Measure